Subject: Crossfire tech - Fixing Collector Edition Hatch Cable
Revision 01
released 07/25/08
Added links to
article descriptions
Revision 02 08/05/08 Add ref to REAMED
bushings
Difficulty level:
Easy
Special Machines
required: None.
© 2008 Steve
Simpson – www.theCUBEstudio.com - steve@thecubestudio.com
IMPOTANT
NOTE:
These tech articles go thru periodic revisions to add or update info. The link
does not change, so check back before you use the instructions to be sure you
are using the latest version.
Note:
use the browser back button after viewing links in this document. Adobe
.PDF versions of these articles (that can be printed including the pictures)
will be available eventually.
Articles released so far:
Crossfire Throttle Body Rebuild including
Installation of standard Shaft bushings Difficulty Level: EASY – Special machines required:
NONE
http://www.thecubestudio.com/CrossfireThrottleBodyRestoration.htm
A special follow-on
article by request is here:
http://www.thecubestudio.com/CrossfireTechFixingFailedAttemptToRepairBrokenOffScrews.htm
Crossfire
Throttle Body Rebuild including Installation and REAMING of accurate Shaft
bushings Difficulty Level –MEDIUM – Special machines required -
Drill press with vice
http://www.thecubestudio.com/CrossfireThrottleBodyRestorationREAMEDBushings.htm
Straightening bent
shafts and arms. Difficulty level: EASY – Special
machines required: bench Vice.
Above operation IF arms are
loose on shafts. Difficulty level: Moderate – Special machines required:
Brazing torch.
http://www.thecubestudio.com/CrossfireThrottleBodyStraigteningBentThrottleShaftArms.htm
Building your own
water manometer for $6 in materials from any hardware store. Difficulty level: EASY – Special machines required:
NONE
http://www.thecubestudio.com/CrossfireHomeBuiltManometer.htm
Correctly and
accurately balancing the Throttle bodies. Difficulty level: EASY – Special machines required:
Water Manometer, air passage plugs (home made)
Above operation IF balance screw if
still welded. Difficulty level: Moderate – Special machines required: Rotary
cut-off tool or hacksaw
http://www.thecubestudio.com/CrossfireThrottleBodyBalancing.htm
Follow on articles will cover:
Adding sealed
stainless ball bearings to the TB shafts instead of simple bushings. (best)
Difficulty level: Advanced – Special machines required – Lathe
Note: After some thought
and discussion, I have concluded that this is NOT a do-it-yourself project and this article may not be released.
Feel free to comment on that.
Rebuilding the
injector POD. Difficulty level: EASY – Special
Machines required: NONE
This will be the next
article released and the article now contains some optional special performance
modifications which will require
machining. Standard rebuild is still EASY no special tools.
Porting the crossfire
manifold. Difficulty level:
Advanced – Special Machines required: Die Grinder (not a Dremel tool),
Non-ferrous carbide cutters, Sawzall
or rotary cut-off tool,
Milling machine. Metal forming skills.
One additional article
specific to the 1982 Collector Edition Rear Glass Hatch is here:
http://www.thecubestudio.com/CollectorEditionHatchHingeInstallationInstructions.htm
Background:
The 1982 Collector Edition Corvette had a new feature
. . the opening rear hatch. One of the problems with these is that the head pulls
off the release cable. This article covers how to fix that and also some other
common damage. While this article is specific to the Collector Edition
Corvette, the techniques can be used for any plastic or metal pull handle and
most external plastic threads.
This article explains one method of repair. It is not
represented as the only method or even the best method, but these articles are
intended to be useful to the average enthusiasts with average capabilities and
tools. To that end, whenever possible, I utilize inexpensive tools available at
a local hardware store or online at vendors that sell to the general public
without minimum orders.
Assess
the damage. Let’s see what we have here. Will the handle go on the shaft?
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/HandleWontGoOnWEB.jpg
OK,
it looks like the handle wont go on the shaft at all! Those groves in the shaft must be there for some reason.
Keep
investigating:
There
is no telling what you could find working on a 20+ year old car where many
hands have been there ahead of you. People do the best they can and can only do
what they know, and sometimes the damage is minor, sometimes major, and
sometimes just amusing.
In
this case, a repair was attempted sometime in the past by someone who filled
the handle with epoxy and then could not get the shaft in . . because . . the
handle was filled with epoxy.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/HandlePluggedUpWEB.jpg
End of mystery.
In
the first two steps, we have assessed the problem. It is a very good idea to
always take a long look at a problem before you attack it. Here is what we are
looking at:
This
is the first damaged CE hatch cable I have had my hands on and on this piece
there is no metal ‘retainer’ inside the handle so judging from this one
example, it appears as though the factory used a simple press fit and relied on
the plastic handle to ‘flow’ into the grooves on the shaft to lock it in place.
This
is not an uncommon assembly technique and often some heat is used to soften the
plastic just before the press. Ultrasonic
can be used to slightly fluidize the plastic or the shaft can be
inserted into the injection mold and the handle molded right around the shaft.
My guess in this case is simply a press-in . . very easy to do . . and equally easy to undo . . hence the
spate of CE handles coming off in the owners hand.
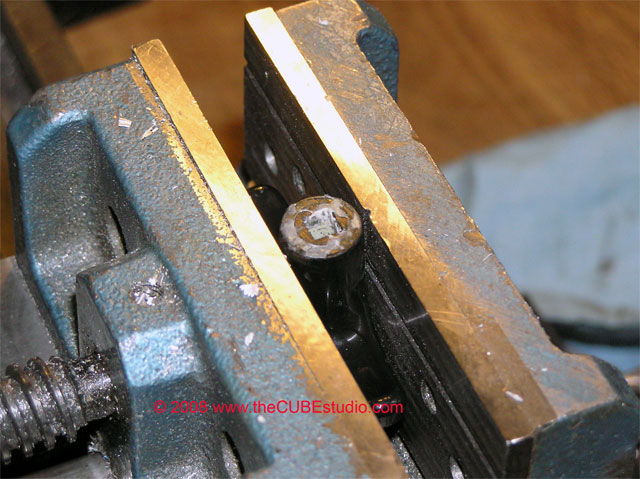
For
our particular piece, we first have to get the epoxy out of the handle. Not too
difficult . . looks like about a 3/16” drill should do it:
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/DrillOutHandleWEB.jpg
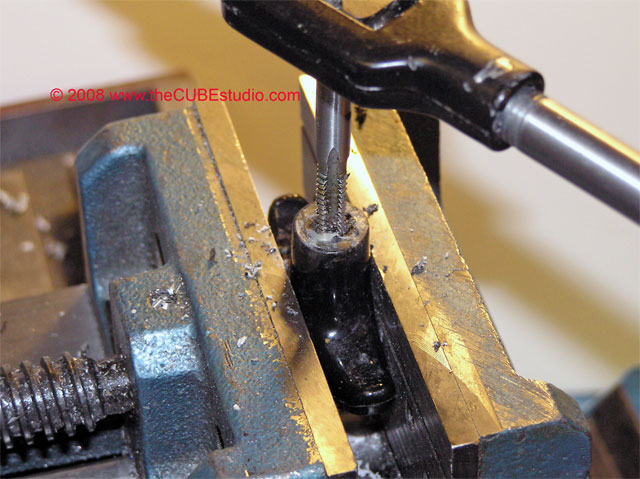
Options?
If we simply epoxy the handle on at this point, the possibility of success if
not good. We could shove the shaft in and try to drill a small hole and pin the
handle on. Better, but still
problematic. Epoxy is plenty strong, but it needs something to grab, and
plastic is not easy to grab, so we rough up the inside. Easy way to do that is
with a tap. Maybe ¼” would do
nicely:
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/TapOutHandleWEB.jpg
Mix
up your favorite epoxy. The photo shows my pick. $8 at a hardware store or $5
at Home Depot/Lowe’s. There is a fast 4 minute version of this stuff, but I
like to use slow epoxy because it if far stronger and I don’t have to rush to
get the pieces together.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/MixEpoxyWEB.jpg
Let’s not repeat the earlier persons error by filling
the handle completely. I guessed that I could fill about ¼” of the 1” deep hole
and that amount would flow out into the groves made by the tap and not prevent
the shaft from seating in the hole. By all means spread epoxy on the shaft as
well.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/EpoxyOnShaftWEB.jpg
FINISH
Holding the shaft in a vise, tap the handle on using a
plastic hammer, or very gently with a regular hammer with a piece of wood to
protect the handle. Note the word ‘tap’. Remember this is a plastic handle.
Don’t go crazy.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/TapHandleOnWithPlasticHammerWEB.jpg
You should end up with something like this. You can
leave it to dry this way of wipe off the excess.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/HandleOnShaftWEB.jpg
For the particular epoxy I used, the cure time is 15
hours.
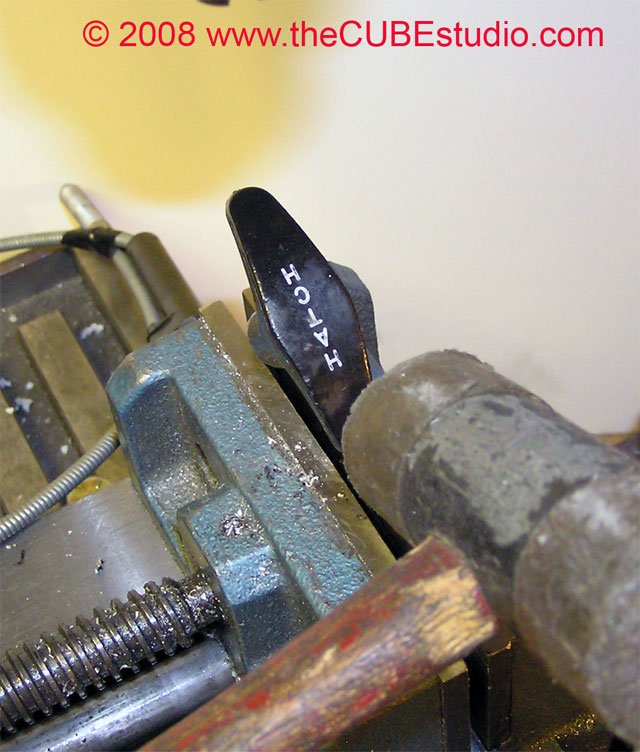
Oops, guess we are not done with this particular part
. . .
Check out the threads on the mount. Not only are they
pretty horribly gouged, they are cross threaded as well. We’ll never get this
installed properly:
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/ThreadsJazzedWEB.jpg
This thread is 9/16” –16, or UNF (fine thread). A
good hardware store will have a carbon steel rethreading die for under $8.
Start the die by hand and try to keep it
perpendicular to the shaft. Out test part was cross threaded, to the die is
going to want to follow the bad threads. You have to fiddle with it and make
sure it follows and restores the ORIGINAL threads. Do not try to just run it on
and cut new threads. There is not enough material there for that to work.
As you work the die onto the treads it will get too
tight to turn by hand. Grab a wrench, but keep in mind your working with
plastic and with the wrench you loose the ‘feel’ and have to really pay
attention to keep the die from doing more harm than good. Take your time here
and you will be able to save this very rare part.
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/ThreadDieFixWEB.jpg
There are ways to fix things up even if you carve all
of the remaining plastic threads off with the die, but that is outside the
scope of this article. Just be careful and run the die nice and straight all
the way up to the end.
The thread size happens to be the same as 6-AN
fittings, so if you do not have the original nut, you can use a back-up nut for
a 6-AN bulkhead fitting. Available here:
And here we have the repaired part ready to install:
http://www.thecubestudio.com/pictures/HatchReleaseCableFix/FinalFixedCableWEB.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}